

A törökországi Ondokuz Mayis Egyetem kutatói adaptív szeleteléssel (adaptive slicing) növelik a kötőanyagsugaras (binder jetting) 3D nyomtatás sebességét.
Abból indultak ki, hogy a következő tíz évben ez a technológia nagyobb tempóban fog növekedni, mint bármelyik más additívgyártás-megoldás. A sebesség viszont hátráltatja szélesebb körű elterjedését, mert a hagyományos gyártómódszerek gyorsabbak. Ezért találták ki az adaptív szeletelést és a kötőanyag-mennyiséget kezelő algoritmust.
A szeletelés kulcsfontosságú a 3D nyomtatófolyamatban: a digitális modellt a printernek megadott utasításokká alakítja át. Általában egységesen, a nyomat konzisztens rétegvastagságával hajtják végre. Az adaptív szeletelés alternatív megoldás: a készülő nyomat geometria alapján változó a rétegvastagság. Nő a hatékonyság, gyorsabb a printelés, jobb minőségű a felület.
A módszert régóta használják az FDM technikánál, kötőanyagos nyomtatásnál viszont még nem aknázták ki teljesen a benne rejlő lehetőségeket. A török kutatók korábban is foglalkoztak vele, a nyomatok remek minőségűek lettek, 12,31 százalékkal kevesebb réteggel, mint az egyenletes szeletelésnél.
Az algoritmust az eredmény optimalizálásához dolgozták ki. Azért volt szükség rá, mert nélküle, a vastagságbeli különbségek ellenére, az összes rétegbe ugyanannyi kötőanyag kerülne. Ha egy vékony rétegben túl sok a kötőanyag, a felület érdesebb, ha viszont túl kevés, akkor jóval törékenyebb.
Az új módszer az optimális tervezési specifikációkat meghatározó statisztikai folyamat. A rétegvastagság mellett a telitettség arányára is alkalmazzák, hogy a gyártás ideális 3D nyomtatási paraméterekkel történjen.
A kezdeti tervezési folyamatnál kilenc különböző paramétersorral huszonhét mintát állítottak elő. Lemérték a nyers minták szélességét, majd 1500 Celsius-fokon két óra hosszat szinterezték őket. A felületi érdességet és a sűrűséget utána tesztelték. Kiderült, hogy a 180-250 mikrométer és az ötven százalékos telítettség az optimális.
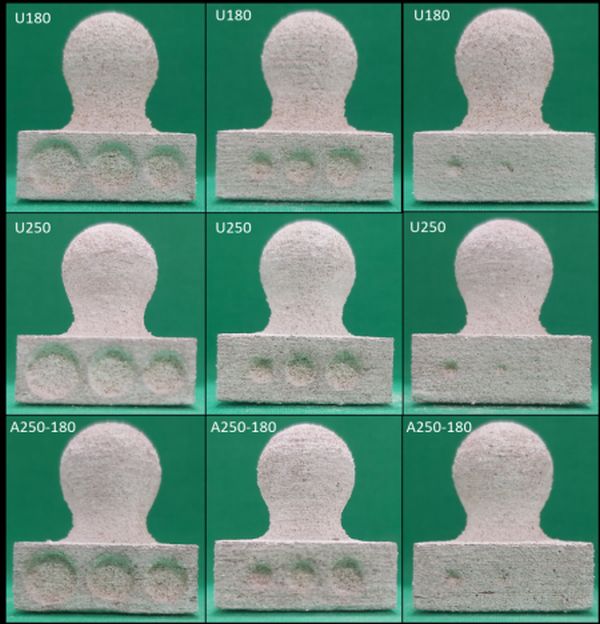
Következő lépésként, ebben a rétegvastagságban adaptív szeletelést alkalmazva, nyomtattak mintát, majd összehasonlították vékony- (180 mikrométeres) és vastagrétegű (250 mikrométeres) tesztnyomattal.
Az adaptív szeleteléses minta felületi érdessége a vékonyrétegűéhez hasonlított, és jobb volt, mint a vastagrétegűé. Viszont az azonos felületi minőség ellenére, 12,31 százalékkal kevesebb réteggel nyomtatták, mint a vékonyrétegű mintát.





