A leggyakrabban használt és a desktop gépeknél is népszerű 3DP technikát, az FDM-et, azaz a szálhúzásos módszert gyakran használják nagyobb és erősebb részek printeléséhez. A szálakat, például ABS-t vagy PLA-t folyadékban olvasztják meg, a félig folyékony anyag 1/10 másodperc alatt rétegekké szilárdul. (Az FDM technológiáról itt tekinthető meg a FreeDee anyaga és videója.)
A nyomatnak „el kell viselnie” rétegei tömegét, de a hatékonyabb printekért a magasságot csökkenthetjük is. Kínai kutatók ezzel kapcsolatos tanulmányban írtak a paraméterek optimalizálásáról.

PLA-vel dolgozó FDM gépből, egy Raise3D N2 Plus printerből kiindulva vizsgálták a rétegek magassága és a nyomtatási idő kapcsolatát, kiegészítő kellékeket, mérethűséget, és optimalizálták a kapcsolódó paramétereket.
Kiderült, hogy a 0,14 milliméter magassághoz társul a legrövidebb nyomtatási idő, feltéve ha a printelés jó minőségű. A fúvókát 210 fokra, az első réteg vastagságát 2 millimétere, az átmérőt 10-re, a magasságot 15-re állították be.
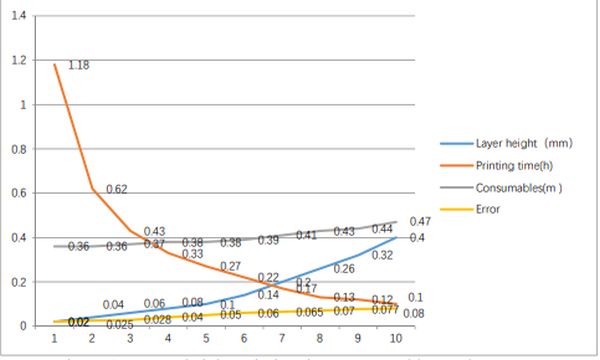
A vastagságot apránként növelték, a nyomtatási időt stopperral mérték. Az adatelemzés kimutatta, hogy a rétegmagasság csökkenésével a printelés is lelassult, másrészt vastagabb rétegeknél a sebesség ugyan nőtt, a modell viszont durvább, nyersebb lett.
Következő lépésben a nyomtatási kellékek és a rétegmagasság viszonyát vizsgálták, és megállapították, hogy a hatás elenyésző.
Az utolsó kísérlet során a rétegmagasság-mérethűség kapcsolatot elemezték. Különböző magasságokat néztek, digitális mérőkörzővel számszerűsítették az X, az Y és a Z tengelyekhez kapcsolódó hibákat. Ha a rétegmagasság kisebb, a méretpontosság nagyobb – állapították meg.
A fentebbi (második) ábra a különféle paraméterek viszonyát szemlélteti.